石油行業所用的Y型過濾器對鑄件的要求較高,探傷需達到一級,核心部位密封吻合必須達到零對零才能達到氣密實驗的零泄漏。下面筆者簡單介紹下高壓Y型過濾器毛坯鑄造工藝各個工序控制要點
1、高壓Y型過濾器毛坯造型階段。選用40~70目石英砂,二氧化硅含量不低于95%,保證其耐火度。為防止熱節處粘砂,鑄件R角處覆蓋10 mm厚鉻礦砂。配砂時注意水玻璃的加入量,應為新砂7%~8%,舊砂11%~12%。
造型前檢查模型,砂型的緊實度和光潔度要達到標準,分型面要平整,鑄件棱角處應過度圓滑。在型腔內刷一層醇基鑄鋼涂料,點燃后,要用槍再烤一遍,確保型腔的干燥、緊實。澆注前要用天然氣對型腔再一次烘干,出鋼前要將鋼包烤紅,渣子打干凈。
2、高壓Y型過濾器毛坯冶煉階段。采用中頻爐冶煉,爐料選用品質較好的原料,不用潮濕或者氧化嚴重的原料,不選用不明材質的原料,熔煉脫氧要徹底。爐前分析化學元素含量應符合表的標準(ZG35CrMo),才能出鋼。熔煉完成后,在鋼包底部加入 0.5% 的稀土鎂合金(粒度10~15 mm)后出鋼,細化晶粒。
3、Y型過濾器毛坯澆注溫度1460℃~1480℃,由澆口進水,澆注應快速平穩,不當液面到達冒口處2/3處時,從冒口點滿,撒1.5%覆蓋劑保溫。
4、Y型過濾器鑄件在砂箱中保溫6~8 h,在300 ℃左右開箱,開箱時不允許碰撞,鑄件不允許淋水。熱割冒口,以防止鑄件出現裂紋。
5、高壓Y型過濾器熱處理。按照熱處理工藝以及操作規程對鑄件進行熱處理,具體工藝見圖1。
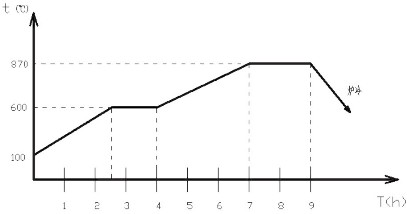
圖1 熱處理
爐內溫度降至650 ℃時,可將爐門稍微打開,溫度降至300 ℃時,將爐門完全打開,將爐內臺車開出,鑄件溫度降至可操作溫度后,對其進行清砂、打磨、拋丸處理。
地 址:上海市金山區興塔工業區
咨詢電話:021-57362601
手機號碼:13816357694
電子郵箱:hanyuev@163.com
網 址:http://www.zwesjbjc.com
 網站首頁
網站首頁