籃式過濾器常工作在高溫高壓的工況下,因此要對其各焊縫進行嚴格的無損檢測。某機械廠生產的籃式過濾器,利用HS600數字式超聲波探傷儀分別實現了各焊縫的超聲檢測,方法簡單可行,可供相關從業人員參考。
1、籃式過濾器幾何參數
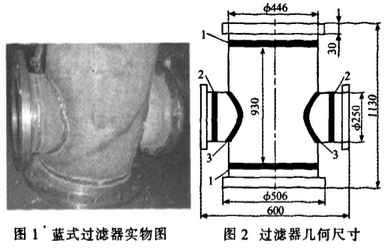
籃式過濾器實物如圖1所示,左側為進液管,右側為出液管,立管為無縫鋼管,各管端分別與一法蘭焊接。進出液管直徑為250mm,立管直徑為446mm,其他幾何參數如圖2所示。焊縫1為立管-法蘭對接環焊縫,焊縫2為進出液管-法蘭對接環焊縫,焊縫3為立管-進出液管插入式角焊縫,手工焊接。法蘭材質為20鋼,鋼管材質為16Mn。進出液管及立管壁厚都是11mm。
2、籃式過濾器焊接步驟及檢測分析
由圖2可知,若在過濾器焊接全部完成后進行超聲波檢測,由于掃描區域的限制,難以實現焊縫的100檢測,甚至使超聲波檢測根本無法進行。
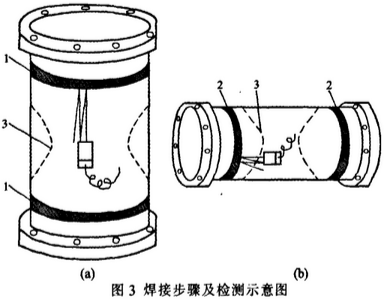
籃式過濾器的焊接是分步進行的,如圖3所示,其步驟如下:①先截取930mm長立管,在其上下兩端分別焊接法蘭,形成焊縫1:②截取260mm長進出液管,在其左右兩端分別焊接法蘭,形成焊縫2:③按圖3(a)將立管進出口部分管壁沿虛線挖去,按圖3(b)將進出液管沿虛線截開,分別以插入式與立管焊接形成管座角焊縫3。至此,過濾器主體焊接完畢。
3、超聲檢測的實現
采用HS600數字式超聲波探傷儀,依據JB/T4730.3-2005超聲檢測標準進行檢測。3.1管-法蘭對接環焊縫的檢測采用2.5MHZ9×9K2.5、2.5MHZ9×9K1斜探頭、CSKⅡAm標準試塊,利用對比試塊測出耦合聲能損失差。
在完成第一步焊接后,對圖3(a)所示焊縫1進行超聲波檢測;在完成第二步焊接后,對圖3(b)所示焊縫2進行超聲波檢測。
4、籃式過濾器管座角焊縫的檢測
采用2.5T20FG10Z雙晶直探頭,以及CSⅡ-1、CSⅡ-2、CSⅡ-4標準試塊,利用檢測距離10、15、20和25mm平底孔制作距離-波幅曲線。利用對比試塊測出耦合聲能損失差。
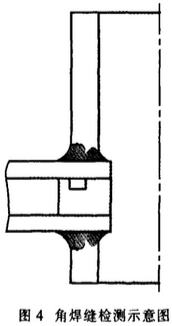
在完成第三步焊接后,如圖4所示,從進出液管內壁檢測管座角焊縫,完成對焊縫3的檢測。
采用隨焊接步驟分步檢測,使籃式過濾器焊縫超聲檢測得以實現,尤其在批量生產的情況下,能夠極大地提高工作效率,此種方法值得借鑒。
地 址:上海市金山區興塔工業區
咨詢電話:021-57362601
手機號碼:13816357694
電子郵箱:hanyuev@163.com
網 址:http://www.zwesjbjc.com
 網站首頁
網站首頁